Двойной сварочный робот, двойной позиционер, сварочная рама, ограждение
- ИНФОРМАЦИЯ О ПРОДУКТЕ
Введение в план проекта
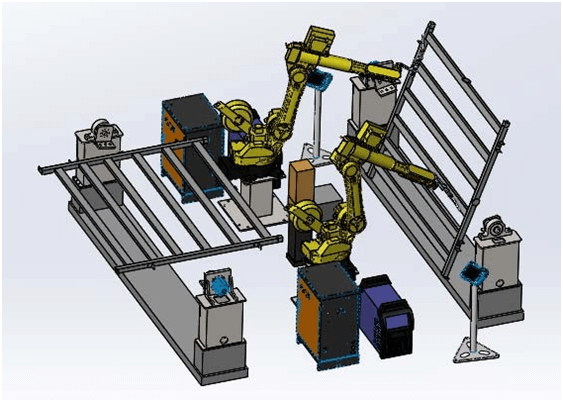
1. Схема расположения
2. Введение в функцию макета
Схема разработана с двумя фиксированными роботами и функцией альтернативной автоматической сварки с двумя станциями, как показано на рисунке 1. Из-за размера заготовки длина и ширина составляют 2100/1800, два сварочных робота настроены для сварки одного и того же продукта. при этом каждый робот сваривает половину заготовки. Позиционер двойного станции расположены по обе стороны от робота соответственно. Установите детали вручную, активируйте кнопку сварки робота, и два сварочных робота могут одновременно координировать сварочную операцию. В положении позиционера с другой стороны работу можно перемещать вручную вверх и вниз.
Роботизированная автоматическая сварка требует специального инструмента для позиционирования и требует, чтобы заготовка каждый раз располагалась последовательно и надежно, чтобы обеспечить бесперебойную автоматическую сварку. Каждый продукт разработан с независимыми инструментами для позиционирования и зажима, а в инструментах и в основании рамы позиционера используется устройство повторяемого позиционирования, чтобы гарантировать, что положение инструмента будет унифицированным после разборки и сборки. Инструмент использует ручную загрузку и разгрузку, ручной метод быстрого зажима для фиксации заготовки.
Для повышения качества и эффективности сварки сварочный агрегат оборудован станцией очистки горелки 3-в-1, которая расположена между двумя роботами для регулярной очистки сварочного шлака на оболочке сопла сварочной горелки и распыления защитного масла.
Эта конфигурация роботизированного сварочного агрегата требует выполнения следующих подготовительных работ: 1. Предварительная резка для обеспечения формы, стабильности размеров и соответствия. 2. Положение строчки, зазор должен контролироваться в пределах 1,5 мм. 3. Для загрузки и опускания заготовок для этого сварочного аппарата требуется как минимум один человек.
Скорость сварки сварочного робота составляет 8-12 мм / с.
Чтобы защитить рабочих от сварочного дыма и дуги, пользователям необходимо настроить устройства защиты от дыма и дуги в соответствии с текущим статусом установки оборудования и местными условиями, чтобы сделать производство безопасным и цивилизованным.
Двойной робот с двойным позиционером для сварки: автоматический сварочный робот для ограждения рамы

Двойной робот с двойным позиционером Сварочное приложение: сварочная роботизированная рабочая станция из алюминиевого сплава








