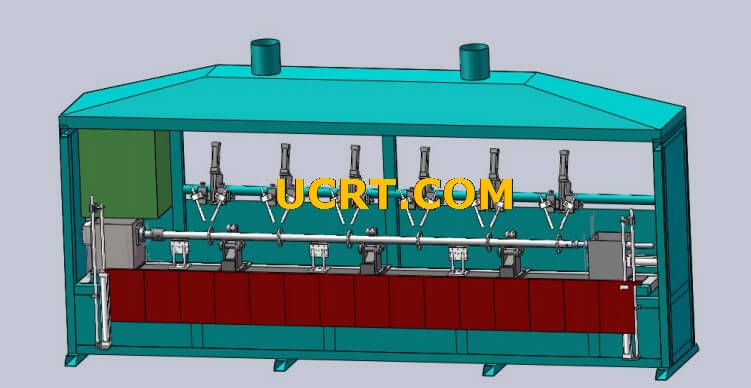
Оборудование для автоматической сварки строительных лесов с дисковыми опорами
- ИНФОРМАЦИЯ О ПРОДУКТЕ
Техническое решение для автоматического сварочного оборудования для опор дисковых лесов
Во-первых, сварочный объект;
1. Сварочный объект: сварка опор строительных лесов;
2. Материал: Q235
3. Диаметр трубки: ¢ 48 мм;
4, длина заготовки: 3000 мм;
5, толщина стенки: 3,2 мм;
Во-вторых, основные технические параметры:
1. Скорость сварки: 2 ~ 10 мм / с;
2, максимальный диаметр качания станины; 150 мм;
3, сварочный ток: 350А;
4, вес: 20 кг.
5, с функцией одновременной сварки 12 пистолетов, можно переключить на использование.
В-третьих, обзор оборудования:
Функциональные требования
1. Выполните сварку углового соединения внешней трубы и детали цветка;
2. Сварочный специальный аппарат принимает предварительное наведение на заготовку, а затем помещает ее на оборудование для сварки, используя режим вращения заготовки и фиксации сварочного пистолета; сварочная горелка оснащена механизмом трехмерной регулировки, устройством регулировки угла по двум осям, и можно регулировать различные углы сварки; верхнее натяжное устройство использует контроль давления воздуха. Специальная машина оснащена системой управления с программируемым контроллером (ПЛК) для реализации автоматизированного производственного процесса.
В-четвертых, особенности системы:
1. Процесс сварки: при использовании метода сварки в среде защитных газов деталь вращается;
2, сварочный источник питания: сварочный источник питания с использованием сварочного аппарата в среде защитного газа;
3, требования к положению сварки: зажим горизонтального положения, работа;
4. Специальная конструкция машины: сварочный аппарат изготовлен из прочной и стабильной углеродистой стали. Активный механизм и задняя бабка с воздушным давлением расположены на обоих концах устройства, головка машины зафиксирована, а активность задней бабки регулируется;
5 — активная головка машины; Вращение заготовки осуществляется шаговым двигателем + редуктором + зажимом, движение стабильно, скорость плавная, регулировка скорости от 0,2 до 3,5 об / мин; вся задняя бабка направляется прецизионными направляющими (приспособлениями разной длины) Заготовка)
6. Задняя бабка: верхняя часть герметичной части принимает наконечник давления воздуха;
7. Механизм перемещения сварочной горелки: сварочная горелка пневматически поднимается и опускается, а вручную перемещается влево и вправо.
8. Механизм прижимного ролика: исправьте прямолинейность трубы с помощью механизма пневматического колеса, а также предотвратите деформацию трубы во время процесса.
9. Подъем световой завесы: передвижная световая завеса расположена впереди, излучение дуги и сварочные брызги защищены от человеческого тела, а оборудование выглядит красиво; имеется пылезащитный чехол.
10, пневматическая система управления: расширение на верхнем уровне, системная статистика в соответствии с национальными стандартами;
11. Электрическая система управления: Программируемый контроллер (ПЛК) используется в качестве основного блока управления, выходная точка оснащена промежуточным реле защиты, а сенсорный экран человеко-машинного интерфейса используется в качестве диалогового интерфейса настройки параметров. Сенсорный экран может устанавливать скорость сварки каждого слоя с функцией автоматического улучшения горелки, ручной, автоматической функцией, настройкой мощности и функцией отображения текущего выхода.
12. Регулировка полной цифровой спецификации сварки может быть реализована на консоли, настройка может быть реализована, скорость сварки можно регулировать плавно, числовой дисплей, количество сварочных колец размещено, а оборудование имеет несколько функций хранения. параметров зоны сварочных работ;
13. Установите электрический шкаф управления и пульт управления отдельно.
14, цвет оборудования: краска матовая краска, цвет, указанный пользователем (пользователям необходимо предоставить стандартную цветовую карту).
V. Процедура автоматической сварки: (внутренний цилиндр) вручную поместите заготовку на кронштейн → нажмите на пневматический цилиндр, чтобы сработать, затяните заготовку → сварочный пистолет 1 помещается в положение → источник сварочного тока автоматически запускает дугу, достигает нормальный сварочный ток, и заготовка вращается автоматически. → По окончании сварки сварочный пистолет поднимается → перезапуск → выходит из верхнего цилиндра → снимается
В-шестых, экологические требования:
1. Электроснабжение (предоставляется покупателем): Управление системой: однофазный AC220V350A сварочный аппарат: трехфазный 50Гц; Мощность 50 Гц AC380V
2, спрос на источник газа (обеспечивается стороной спроса); 0,4 ~ 0,8 МПа;
3. Относительная влажность: <80%;
4. Оборудование и аксессуары должны быть спроектированы, изготовлены и установлены в соответствии с GB5083-85 «Безопасность производственного оборудования, общие правила гигиенического проектирования» и GB4064-83 «Руководства по проектированию безопасности безопасного оборудования» и следующими национальными стандартами: Процесс производства промышленного предприятия GB87BJ18 Спецификация управления шумом Спецификация на проектирование техники безопасности и гигиены труда в машиностроении Монтаж механического оборудования, проектирование, строительство и приемка Общие требования GB502318 JB / ZQ4000.3—86
Семь, поставка артефактов отладки
Допуск конструктивных размеров сварной детали
1. Обеспечение отладки Стороной Б без компенсации и квалифицированных заготовок, необходимых для опытной эксплуатации (конкретное количество определяется путем переговоров);
2. Когда Сторона A корректирует испытание и приемку, Сторона B предоставляет для консультации определенное количество квалифицированных образцов для испытаний (определяется конкретным количеством).
Восемь, техническая информация предоставлена:
1. Принципиальная электрическая схема, электрическая схема подключения, схема расположения электрических компонентов;
2. Специальное машинное руководство (включая сертификат);
3. Упаковочный лист;
4. Основные компоненты используются отечественными известными брендами.
9. Принятие:
1. Предварительная приемка; на объекте поставщика после сдачи приемки обе стороны подписывают «предварительную приемку»;
2. Окончательная приемка: со стороны спроса покупатель несет ответственность за помощь в установке, поставщик несет ответственность за сборку, а ввод в эксплуатацию включает техническое руководство и обучение персонала. После прохождения квалификации покупатель выдает «окончательную квитанцию и квитанцию»;
3. Все условия приемки подлежат окончательной приемке;
XI, монтажно-пусконаладочные и гарантийные услуги;
1. Сторона спроса направляет персонал для сотрудничества с установкой и вводом оборудования в эксплуатацию и может предоставить инструменты для установки;
2. Поставщик должен предоставить соответствующие документы для работы со стороны спроса, бесплатное обучение обслуживающего персонала, в том числе эксплуатации машинной техники;
3. Гарантийный срок оборудования — 12 месяцев с момента принятия подписи. Покупатель обнаружил неисправность при использовании оборудования, уведомите продавца, ответьте в течение 2 часов, организуйте прибытие персонала на место для ремонта в течение 24 часов, и устранение общей неисправности будет устранено в течение 48 часов;
4. После истечения гарантийного срока на оборудование покупатель по-прежнему несет ответственность и обязан продолжать оказывать услуги для проданного оборудования, введенного в эксплуатацию, и может предоставлять обширные и льготные технические услуги и своевременно предоставлять необходимые запасные части.
СЛЕДУЮЩИЙ: Автоматическая сварочная машина с прямым швом для воздуховодов и пневмоцилиндров, автоматическая сварочная машина с прямым швом подъемного типа







