Автоматическая машина для линейной шовной сварки
- ИНФОРМАЦИЯ О ПРОДУКТЕ
Автоматическая машина для линейной шовной сварки
Особенность автоматического трубосварочного аппарата
1 Сварочная горелка пневмодвигается вверх и вниз, заготовка зафиксирована, шов ровный.
2 Позиционирование и центрирование заготовок с помощью пневматики, а также нажатие с помощью пневматических клавиш, положение сварки не может смещаться.
3 Сварочную горелку можно поднимать и опускать, влево и вправо, вперед и назад, а также регулировать угол наклона в соответствии с требованиями сварки.
4 Управление всей машиной — ПЛК, регулировка скорости переменного тока с переменной частотой, обеспечивает надежность оборудования.
5 Добавлен медный ремешок, обеспечивающий формирование обратной стороны.
6 Форму сварки можно задавать, сохранять и переносить. Через человеко-машинный интерфейс можно легко изменить параметр и переход между состояниями.
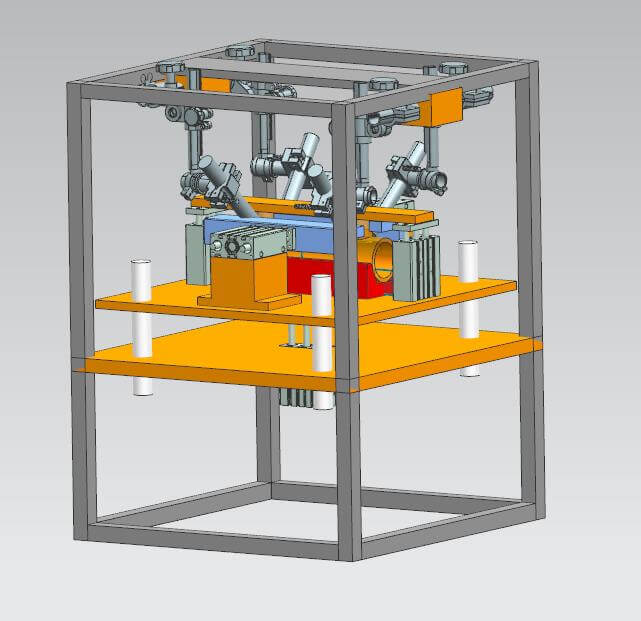
Оборудование составляет
Он состоит из корпуса, механизма позиционирования заготовки, механизма прижима заготовки, механизма продольного хода сварочной горелки, механизма подъема и регулировки горелки, системы охлаждения, источника сварочного тока, пневматической системы и электрической системы управления.
1 Тело
Сварен из трубы квадратного сечения и из листовой стали; ниже — рабочий стол, на котором находится механизм позиционирования и зажима заготовки. Сверху — портальная балка, на которой установлен сварочный механизм продольного хода.
2 Механизм позиционирования и центрирования заготовки:
Использование пневмоблока для центрирования
3 Механизм зажима заготовки:
Используйте оправку и пневматическую нажимную пластину для зажима и прессования заготовки; давление равномерное. Освещение шва и области зажима не повреждает глаза оператора, пластина зажима гладкая, может предварительно позиционировать зажим толщиной 3 мм. Зажим не требует каких-либо навыков, зажим позволяет избежать несоответствия толщины материала, усилие зажима можно контролировать и регулировать; позиционирование стороны прямого зажима, а другая сторона может реализовать предварительный зажим для совмещения сварного шва. Используйте механический блок, чтобы избежать смещения торцевой поверхности; механический блок может перемещаться, чтобы сэкономить время на скольжение короткой трубы. Ширина зажимного ключа не более 80 мм.
4 Механизм продольного хода сварочной горелки
Он состоит из серводвигателя переменного тока, редуктора, линейной направляющей качения. Сервопривод переменного тока приводит в движение горелку, обеспечивает высокую точность управления, широкий диапазон скоростей, стабильность скорости и крутящего момента. Сварочная горелка приводится в движение зубчатой реечной передачей, линейной направляющей, шагающей с высокой точностью. Чтобы обеспечить качество сварки, повысить эффективность производства.
5 Зажим сварочной горелки и пневматический подъемный механизм:
Горелка приводится в движение цилиндром для перемещения вверх и вниз и переключения со станции подготовки и сварки. Горелку можно поднимать и опускать, влево и вправо, а также регулировать угол. Регулировка сварочной горелки использует форму ласточкина хвоста, с помощью винтовой регулировки, точной регулировки, высокой точности позиционирования, после регулировки можно закрепить.
6 Электрическая система:
Хост использует японский ПЛК Mitsubishi в качестве ядра управления, управляет сварочной горелкой, зажимом и выполнением программы сварки. Система отличается хорошей стабильностью, простой структурой и удобством обслуживания.
Используйте сенсорный экран в качестве интерфейса ввода и вывода; длину сварного шва, режим сварки, параметры сварки, время дуги можно ввести через интерфейс. При сбое в сварочном процессе он может подавать сигнал тревоги и давать инструкции.
Длина сварного шва с использованием определения петли поворотного энкодера; определение положения с использованием надежного определения переключателя марки
Автоматическое определение начальной точки. После сварки автоматический возврат к исходной точке.
Встроенная панель управления; кнопки управления, сенсорный экран, сварочный вольтметр и амперметр, контроль параметров сварки на одной панели, удобство в использовании и эксплуатации.
7 Пневматическая система:
Триплет, цилиндр, клапан и другие комплектующие; управлять подъемом горелки и зажимом заготовки.
8 Система охлаждения:
Оборудование имеет охлаждающее устройство, в основном используется для охлаждения медной задней планки.
Бренд основных компонентов
| Имя | Марка |
| ПЛК | Mitsubishi |
| Сенсорный экран | ВИД НА ТАЙВАНЬ |
| Серводвигатель | Panasonic |
| Электрические компоненты | Китай Деликси |
СЛЕДУЮЩИЙ: Ручной лазерный сварочный аппарат мощностью 1500 Вт







